In high-vibration environments, screws loosen primarily due to a phenomenon called the Junker effect, where transverse or sideways motion creates microscopic slips between the threads. This repeated slipping gradually overcomes the static friction holding the fastener in place, causing it to unwind incrementally. The single most critical factor in preventing this is achieving and maintaining the correct preload, or clamping force, which creates sufficient friction to resist these micro-movements. When preload is insufficient, even the most advanced locking mechanisms can eventually fail, leading to equipment malfunction, safety hazards, and costly downtime.
At rivetjl, precision is not just a goal; it’s a fundamental requirement. In the world of high-speed CNC machining and high-pressure injection molding, the reliability of every single component is paramount. A single loose fastener can lead to catastrophic tool failure, damaged molds, and unacceptable product defects. Understanding the physics behind why screws back out is the first step toward building truly robust and reliable machinery. This comprehensive guide will delve into the science of self-loosening, explore the factors that contribute to it, and provide actionable solutions to ensure your critical joints stay secure, no matter the vibration.
Table of Contents
- 1. What is the Core Reason Screws Loosen Under Vibration? The Science Explained
- 2. Which Factors Contribute to Screw Loosening in Machinery?
- 3. How Can You Effectively Prevent Fasteners from Loosening?
- 4. Which Anti-Vibration Solution is Right for Your Application?
- 5. Conclusion: Securing Success in High-Vibration Environments
What is the Core Reason Screws Loosen Under Vibration? The Science Explained
The common assumption is that vibration simply “shakes” screws loose. While partially true, the reality is a more precise and predictable mechanical process. The failure is not random; it’s a result of physics acting upon the components of the bolted joint. Understanding this science is the first and most crucial step in preventing it. The primary culprit is the loss of friction within the fastener’s threads and under the head, triggered by external forces.
Deconstructing the Junker Effect: The Physics of Rotational Loosening
In the 1960s, German engineer Gerhard Junker identified and proved the dominant mechanism for self-loosening: transverse joint movement. This is now known as the “Junker effect.” When a bolted joint is subjected to vibration perpendicular to the axis of the bolt (a sideways shearing motion), a sequence of events unfolds:
- Micro-Slips Occur: The transverse load causes a tiny amount of slip between the clamped parts and between the fastener’s threads.
- Friction is Overcome: For a brief moment during each vibration cycle, the static friction that locks the threads is overcome.
- Conversion to Motion: The axial force (preload) in the bolt then acts on the inclined plane of the thread, converting this stored energy into a minuscule rotational movement. The screw unwinds a tiny fraction of a degree.
- Cumulative Effect: While a single cycle’s rotation is negligible, thousands or millions of vibration cycles cause these tiny unwinding motions to add up, leading to a significant loss of preload and eventual failure of the joint.
Crucially, Junker demonstrated that axial vibration (vibration along the bolt’s axis) has a much smaller effect on loosening. It’s the sideways, shearing force that is the true enemy of a secure bolted joint. This is why machinery with high-speed rotating or reciprocating parts is particularly susceptible to this issue.
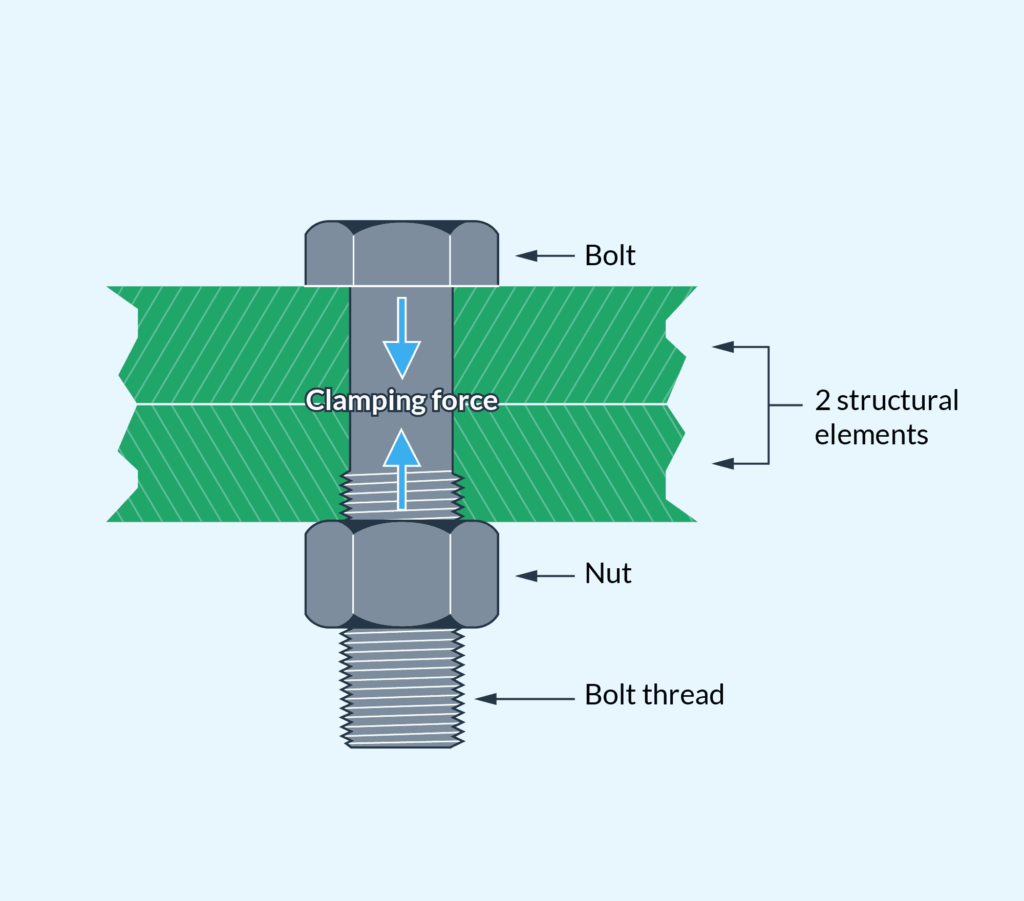
Why Preload is King: The Critical Role of Clamping Force
If the Junker effect is the problem, then preload is the solution. Preload is the tension created in a bolt when it is tightened. This tension stretches the bolt like a very stiff spring, creating a powerful clamping force on the joint members. This clamping force is the single most important factor in preventing vibration-induced loosening.
Here’s why it’s so vital:
- It Generates Friction: The clamping force directly creates friction under the bolt head and in the threads. This friction is the primary resistance against the micro-slips caused by transverse vibration. The higher the preload, the greater the friction, and the larger the transverse force required to make the joint slip.
- It Prevents Separation: Proper preload ensures the joint members remain in firm contact, acting as a single, solid unit. This rigidity minimizes the opportunity for relative motion between parts, which is the root cause of the Junker effect.
An improperly tightened bolt—one with insufficient preload—is a failure waiting to happen. Even the most advanced locking washer or chemical threadlocker cannot compensate for a lack of initial clamping force. They are designed to assist a properly preloaded joint, not to fix an improperly assembled one.
Which Factors Contribute to Screw Loosening in Machinery?
While the Junker effect describes the mechanism, several external factors dictate whether a joint will actually loosen. The environment, the components themselves, and the assembly process all play a significant role. Identifying these contributing factors is essential for diagnosing and solving persistent loosening problems.
Vibration Characteristics: Not All Shakes Are Equal
The nature of the vibration itself is a primary driver. Key characteristics include its amplitude (the magnitude of the movement) and its frequency (how fast it oscillates). High-amplitude, low-frequency vibrations, such as those from a large stamping press, can be particularly challenging. Conversely, high-frequency vibrations from a CNC spindle can also accumulate loosening cycles very quickly. The most dangerous, however, is any vibration that is transverse to the bolt axis, as this directly initiates the self-loosening process.
Joint and Material Properties: Surface, Stiffness, and Settlement
The physical makeup of the joint is critical. Harder, stiffer joint materials are generally better. Softer materials like plastics, composites, or soft metals, along with gaskets, can lead to “embedding” or “settlement.” This is where the high stress under the bolt head and in the threads causes the material to compress or deform over time. This settlement directly reduces the bolt’s stretch, leading to a significant loss of preload, even without any vibration. Painted or plated surfaces can also wear down, creating a gap that reduces preload. A rougher surface finish under the head can increase friction, which is beneficial.
Improper Installation: The Human Element of Failure
The most common and preventable cause of loosening is improper installation. Achieving the correct preload is a science, and guesswork is a recipe for disaster. Common errors include:
- Under-tightening: The most frequent mistake. Using an incorrect torque value or simply tightening by “feel” almost always results in insufficient preload.
- Inconsistent Tightening: In a multi-bolt pattern, an uneven tightening sequence can lead to one bolt being much tighter than others, causing uneven load distribution and making the entire joint susceptible to failure.
- Lack of Lubrication (or Incorrect Lubrication): Torque is a measure of rotational resistance, not preload. A significant portion of applied torque (up to 90%) is used just to overcome friction. Unlubricated or dirty threads create high friction, meaning the target torque is reached long before the bolt has stretched enough to create the required preload. Conversely, using a lubricant with a lower friction coefficient than specified can lead to over-tightening and bolt failure.
How Can You Effectively Prevent Fasteners from Loosening?
Preventing self-loosening involves a multi-layered approach. It starts with a solid foundation of proper preload and is supplemented by carefully chosen locking technologies and smart design choices. There is no single “magic bullet”; the best solution depends on the specific application, environment, and operational loads.
The Foundation: Achieving and Measuring Correct Preload
Before considering any locking device, you must perfect your tightening strategy. The goal is to stretch the bolt to approximately 75% of its proof load (the point just before permanent deformation). Methods for achieving this include:
- Torque Control: The most common method. It requires a calibrated torque wrench and accurate knowledge of the “nut factor” or friction coefficient. Using fastener-specific lubricants is essential for accuracy.
- Turn-of-the-Nut Method: A highly reliable technique where the fastener is first tightened to a “snug-tight” condition, and then rotated a specific further amount (e.g., an additional 1/3 turn). This method is less dependent on friction and directly correlates rotation with bolt stretch.
- Direct Tension Indicators (DTIs): Specialized washers with bumps that flatten as the correct tension is reached. This provides a direct visual and physical confirmation of proper preload.
Mechanical Locking Solutions: From Washers to Nuts
Mechanical devices are designed to either increase friction or provide a physical barrier to rotation. Their effectiveness varies greatly.
| Locking Method | How it Works | Effectiveness in High Vibration |
|---|---|---|
| Split Ring Washers | The “spring” action is meant to maintain load, and the sharp edge is meant to dig in. | Low. Studies have shown they are largely ineffective and can even damage the joint surface, accelerating preload loss. |
| Serrated Flange Nuts/Bolts | Radial teeth bite into the mating surface, increasing resistance to rotation. | Moderate. Effective against friction-related loosening but can be overcome by severe transverse vibration. Can damage the joint surface. |
| Nylon Insert Nuts (Nyloc) | A nylon collar creates friction and a tight grip on the threads (prevailing torque). | Moderate. Good for resisting loosening but have temperature limitations and are typically not reusable. |
| Wedge-Locking Washers | Two-piece washers with cams. Loosening motion forces the washers to separate, increasing tension and locking the joint. | Very High. Uniquely uses tension to resist loosening, making it one of the most reliable solutions for critical, high-vibration joints. |
Chemical Locking Solutions: The Power of Threadlockers
Anaerobic threadlocking adhesives are liquid compounds applied to threads before assembly. They cure in the absence of air, filling the microscopic gaps between threads and forming a tough polymer that both locks the fastener and seals the joint. They work by increasing the breakaway torque required to loosen the fastener. Threadlockers come in various strengths:
- Low Strength (Purple): Ideal for small adjustment screws that require occasional service. Can be disassembled with hand tools.
- Medium Strength (Blue): The most common general-purpose locker. Secures against vibration but can still be removed with standard hand tools.
- High Strength (Red): Considered a permanent solution. Requires localized heat (around 500°F / 260°C) to be applied before the fastener can be disassembled with tools.
Proactive Design: Engineering for Stability
The best solution is often to design the problem out of existence. Engineers can improve joint security by:
- Using Flanged Fasteners: A bolt or nut with an integrated flange distributes the clamping load over a larger area, reducing settlement and increasing resistance to loosening.
- Increasing Clamp Length: A longer bolt, even if it requires a spacer, will stretch more for a given preload. This extra elasticity makes it more resilient to relaxation and vibration, allowing it to maintain its clamping force better over time.
- Ensuring Joint Stiffness: Designing stiff, solid joint members minimizes the potential for the transverse movements that cause loosening in the first place.
Which Anti-Vibration Solution is Right for Your Application?
The optimal choice is a balance of performance, cost, and serviceability. For a non-critical access panel on a vibrating machine, a medium-strength threadlocker or a serrated flange nut is likely sufficient. However, for a critical joint on a high-speed CNC spindle or the core of an injection mold, where failure is not an option, the security of a properly torqued bolt combined with a high-performance solution like wedge-locking washers is a necessary investment. Always start by ensuring your assembly process can deliver accurate and consistent preload. Only then should you select a secondary locking mechanism to secure that preload against the specific vibrational environment of your machinery.
Conclusion: Securing Success in High-Vibration Environments
The phenomenon of screws loosening in high-vibration machinery is not a mystery but a predictable result of mechanical forces. By understanding the Junker effect, we can see that the battle is won or lost at the point of installation. Achieving correct preload is the non-negotiable foundation of a secure joint. It is the primary defense that activates the friction needed to resist the insidious, unwinding force of transverse vibration. Secondary solutions like advanced mechanical washers and chemical threadlockers are powerful tools, but they are allies to preload, not substitutes for it. At rivetjl, our commitment to precision extends to every aspect of the manufacturing process, including the fundamental principles of mechanical assembly. By respecting the physics of bolted joints, we ensure our equipment—and the molds we produce—operate with the highest degree of reliability, safety, and performance.


